Skip to content
Main Menu
首页
产品系列
Menu Toggle
气体保护焊枪
Menu Toggle
Suregrip
BND
PNA
推拉丝气保焊枪
Menu Toggle
Duragrip Auto-Voltage Spool-On
Suregrip Pull
氩弧焊枪
Menu Toggle
Suregrip TIG
等离子割枪
Menu Toggle
Surecut Plasma
TRF Plasma
下载中心
Menu Toggle
产品型录
产品说明书
常见问题解答
技术声明书
关于我们
合作伙伴
联系我们
Search
Search for:
Home
Surecut Plasma
SURECUT系列
等离子割枪
专利保护的非高频引弧系统,取代传统的高频引弧,降低了替在的危险隐患水平,安全可靠
人体工学设计的手柄,保证兼容性
气冷
SCP 25
冷却方式
气冷
额定电流
25A
切割厚度
6-8mm
暂载率
60%
切割用气体
空气 / 氮气
额定气压
2.8 Bar 40 psi
额定气流
40 l/min 85 scfh
引弧位置
电极对割嘴
引弧方式
肩部引弧 非高频
气体延时
90 秒
SCP 40
冷却方式
气冷
额定电流
40A
切割厚度
8-12mm
暂载率
60%
切割用气体
空气/氮气
额定气压
4.5-5.0 Bar 65-75 psi
额定气流
100 l/min 210 scfh
引弧位置
电极对割嘴
引弧方式
肩部引弧 非高频
气体延时
90 秒
SCP 60
冷却方式
气冷
额定电流
60A
切割厚度
12-20mm
暂载率
60%
切割用气体
空气/氮气
额定气压
4.5-5.0 Bar 65-75 psi
额定气流
110 l/min 230 scfh
引弧位置
电极对割嘴
引弧方式
肩部引弧 非高频
气体延时
90 秒
SCP 80
冷却方式
气冷
额定电流
80A
切割厚度
20-25mm
暂载率
60%
切割用气体
空气/氮气
额定气压
4.5-5.0 Bar 65-75 psi
额定气流
110 l/min 230 scfh
引弧位置
电极对割嘴
引弧方式
肩部引弧 非高频
气体延时
90 秒
SCP 80R
冷却方式
气冷
额定电流
80A
切割厚度
20-25mm
暂载率
60%
切割用气体
空气/氮气
额定气压
4.5-5.0 Bar 65-75 psi
额定气流
110 l/min 230 scfh
引弧位置
电极对割嘴
引弧方式
肩部引弧 非高频
气体延时
90 秒
SCP 120
冷却方式
气冷
额定电流
120A
切割厚度
30-35mm
暂载率
60%
切割用气体
空气/氮气
额定气压
4.5-5.0 Bar 65-75 psi
额定气流
200 l/min 420 scfh
引弧位置
电极对割嘴
引弧方式
肩部引弧 非高频
气体延时
90 秒
SCP 120R
冷却方式
气冷
额定电流
120A
切割厚度
30-35mm
暂载率
60%
切割用气体
空气/氮气
额定气压
4.5-5.0 Bar 65-75 psi
额定气流
200 l/min 420 scfh
引弧位置
电极对割嘴
引弧方式
肩部引弧 非高频
气体延时
90 秒
SCMP 80R
冷却方式
气冷
额定电流
80A
切割厚度
20-25mm
暂载率
60%
切割用气体
空气/氮气
额定气压
4.5-5.0 Bar 65-75 psi
额定气流
110 l/min 230 scfh
引弧位置
电极对割嘴
引弧方式
肩部引弧 非高频
气体延时
90 秒
SCMP 120R
冷却方式
气冷
额定电流
120A
切割厚度
30-35mm
暂载率
60%
切割用气体
空气/氮气
额定气压
4.5-5.0 Bar 65-75 psi
额定气流
200 l/min 420 scfh
引弧位置
电极对割嘴
引弧方式
肩部引弧 非高频
气体延时
90 秒
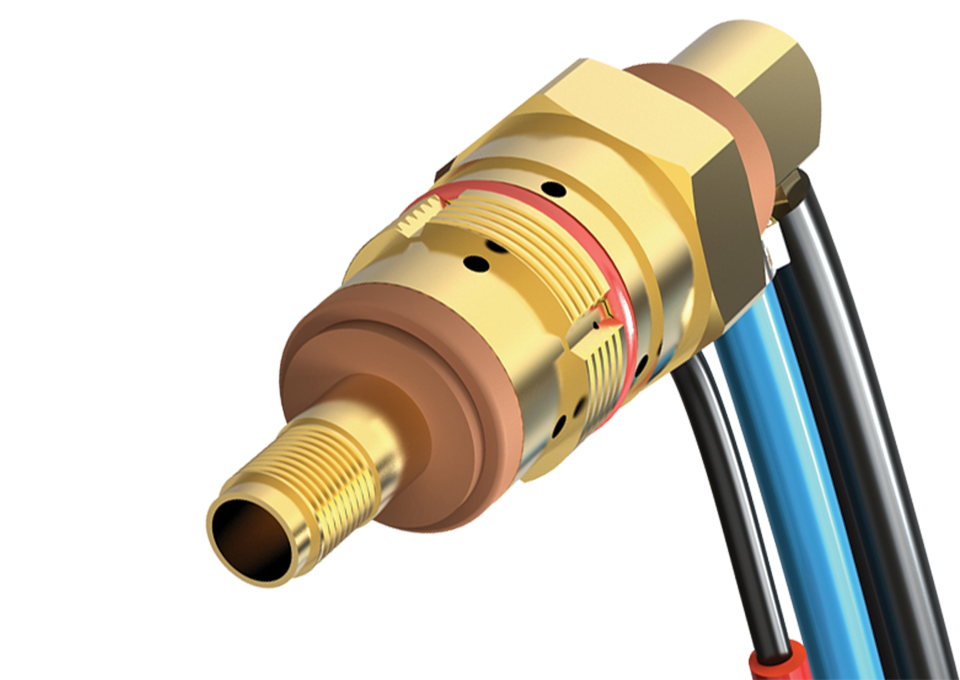
低频引弧系统
专利保护的无电击危险技术,可在不使用高频的情况下启动引弧
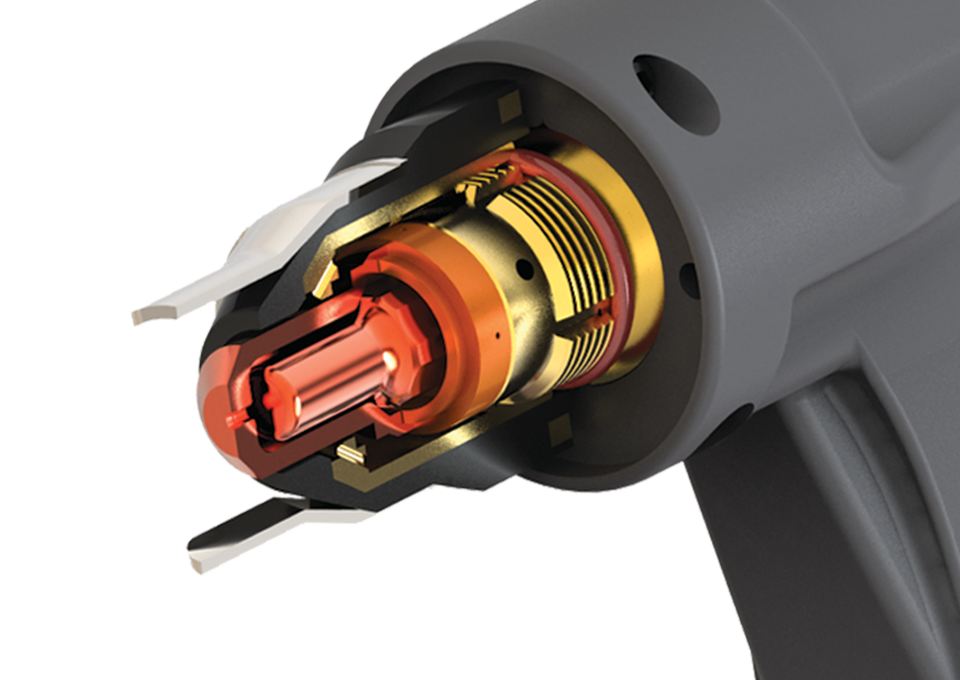
安全系统
位于屏蔽盖下方的双“故障安全”系统,可确保在卸下保护盖后无法启动割枪
枪头
使用精密CNC加工,采用航空航天级聚合材料
产品型录
保修条款
EC符合声明
等离子割枪其他产品
TRF Plasma
Scroll to Top